食品加工废水处理阳离子 PAM 产品运用详解
时间:2026-07-13 16:23:27
来源:
浏览|:3次
食品加工产业涵盖品类十分广泛,粮油加工、肉制品加工、乳制品生产、果蔬深加工等诸多细分行业,在食材清洗、食材精加工、设备清洗、场地清洁等一系列生产环节当中,都会产生规模可观的生产废水。这类食品加工行业废水有着十分鲜明的行业特性,水体内部富含大量动植物油脂、蛋白质类物质、碳水化合物残留以及各类有机胶体悬浮物,整体有机污染物富集程度高,水体较易滋生各类微生物出现变质发臭的情况,水质日常波动幅度也相对较大,整体净化处理难度远普通工业清水废水。阳离子聚丙烯酰胺凭借优异的有机污染物絮凝净化能力,适配食品加工废水的水质处理需求,现如今已经多方面普及应用于各大食品生产企业的废水治理体系当中,多方面理清这款药剂在食品加工废水处理行业的完整运用流程与核心作用,能够帮助企业更好地搭建有效废水处理体系。
从药剂作用原理层面进行深度解析,食品加工废水当中绝大多数有机悬浮颗粒、蛋白类胶体物质,其颗粒表层普遍携带负电属性,颗粒之间依靠相同电荷产生的排斥力,稳定分散悬浮在废水水体当中,很难依靠自然方式完成聚集沉降。而阳离子聚丙烯酰胺溶解之后形成的水溶液,分子结构之中富含大量高密度正电活性基团,将其投入食品加工废水之后,能够快速发挥强效电荷中和作用,迅速抵消各类有机污染物颗粒表面携带的负电荷,直接打破有机污染物在水体当中稳定分散的平衡状态,让原本四处游离的有机颗粒快速完成脱稳处理。
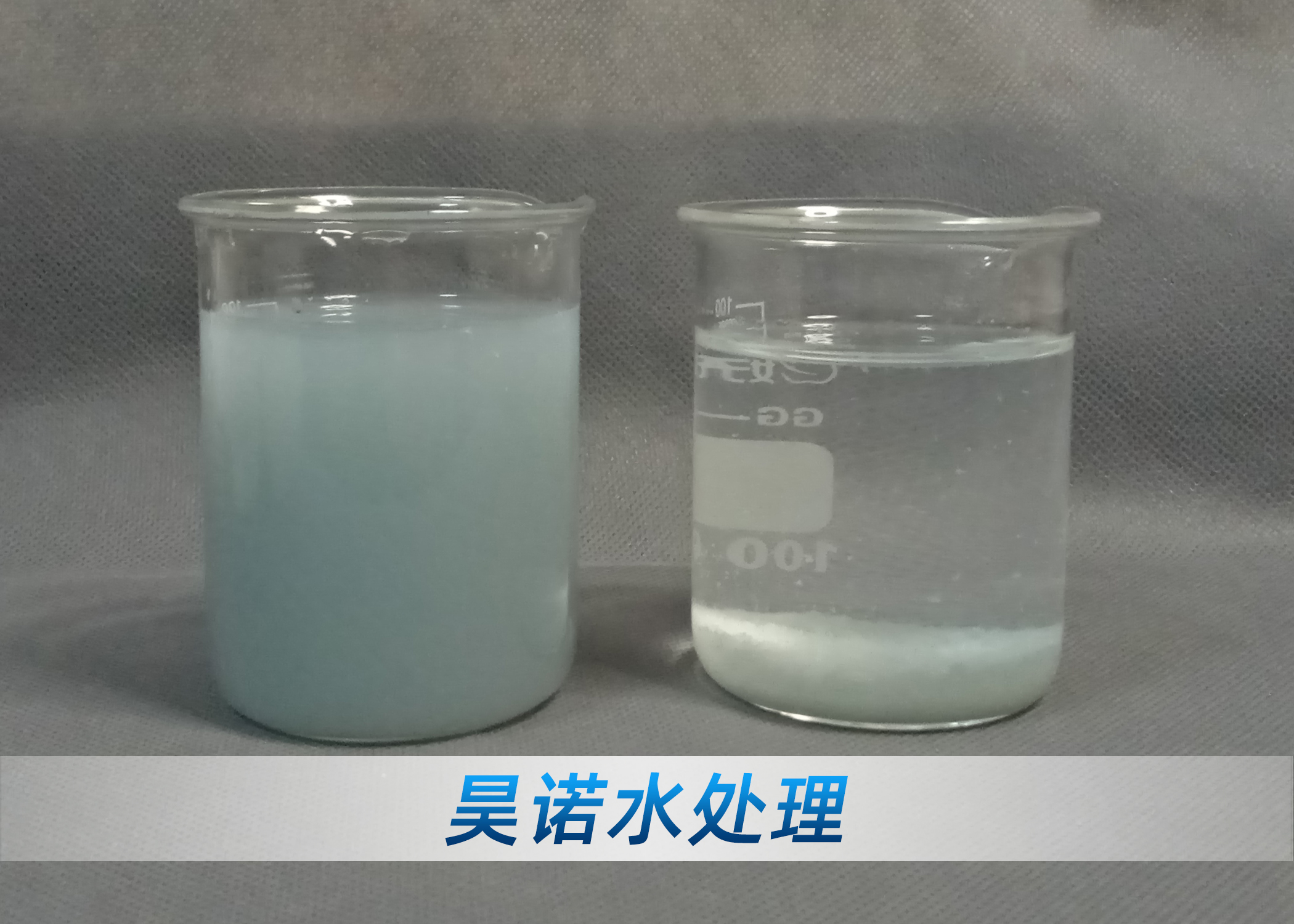
完成电荷中和脱稳之后,再依托阳离子聚丙烯酰胺自身的高分子长链结构,充分发挥吸附架桥辅助作用,将大量脱稳之后的细小有机颗粒、油脂絮滴相互串联聚拢,逐步凝聚形成体积庞大、沉降性能优良的复合型絮凝絮团,顺利实现废水水体当中有机污染物与水体的快速分层分离,大幅削减废水内部有机污染物整体含量,有效改善食品加工废水水质污浊、异味浓重的问题。
在实际食品企业现场废水处理运用流程当中,阳离子聚丙烯酰胺的使用流程清晰规范,整体可划分为药剂调配、准确投加、混合反应、静置沉降四大核心操作步骤。在药剂调配阶段,结合食品企业废水日常排放量与处理设备规模,定量完成阳离子聚丙烯酰胺的溶解调配工作,使用洁净无异味的调配水源,避免调配水源自带杂质对药剂活性以及后续废水水质造成二次影响,保证调配完成的药剂溶液活性充足、浓度均匀,契合食品行业生产的基础要求。
在药剂投加环节,需要区分食品企业不同生产工段产出废水的水质差异,食材初洗废水、精加工废水、设备清洗废水的污染物构成各不相同,对应的药剂投加节奏也需要灵活调整,遵循分质处理、准确投加的基本原则,让药剂与不同类型的食品加工废水都能实现充分接触交融。混合反应阶段需要把控好水体搅动力度,保持平稳缓和的混合状态即可,既保证药剂与废水多方面融合,又避免过度剧烈搅动破坏初步成型的有机絮体。
经过充分絮凝反应之后,将混合完成的废水导入静置沉降区域,预留充足的沉降静置时长,让有机絮凝絮团充分下沉聚集,上层水体逐步变得清澈洁净。经过阳离子聚丙烯酰胺预处理净化之后的食品加工废水,水体内部悬浮物、油脂类污染物含量大幅下降,废水整体可生化性能得到显著提升,能够较大减轻后续厌氧、好氧等生化深度处理工序的运行压力,让后端整套深度污水处理设备运行更加平稳顺畅,同时还能有效减少后端生化处理药剂的使用量,从整体上优化食品企业废水处理项目的运营成本。
除此之外,食品加工废水经过絮凝沉降处理之后归集形成的有机污泥,内部富含大量可利用有机质,经过规范化化处理之后,能够转化为有机肥料进行资源化利用,真正实现食品生产废弃物的循环利用。依托阳离子聚丙烯酰胺搭建完善的食品加工废水预处理体系,操作流程简单便捷,现场落地难度低,适配大中小各类规模食品生产企业使用。在食品行业监管日趋严格的行业背景之下,合理运用阳离子聚丙烯酰胺完成生产废水预处理工作,能够帮助食品企业快速达成废水达到标准的硬性要求,持续优化企业厂区生产生态环境,助力整个食品加工行业朝着有效化、规范化、健康化的方向稳步发展。